鉛筆の鉛は非常に柔らかく、壊れやすいことを知っています。鉛筆鉛のような炭素で作られたこのような材料がありますが、それは世界で最も硬い材料であり、ダイヤモンドです。
ダイヤモンドの硬度と希少性のため、人々はそれらを古代から貴重な宝石と見なしており、カットと研磨後のダイヤモンドはダイヤモンドと呼ばれます。これは世界で最も貴重な宝石の1つです。

ダイヤモンドの硬度は非常に高いです。ほぼすべてのオブジェクトにトレースを描画できます。ダイヤモンドはシャープで、加熱するのは簡単ではありません。そのため、さまざまなツール基板にダイヤモンドを埋め込むなど、プロセスの生産にも使用され、粉砕および切削工具が作成されます。この製造プロセスは、電気めっきダイヤモンドです。
電気めっきダイヤモンド
電気めっきダイヤモンドは、電気めっきの原理に基づいています。ダイヤモンドの砂は、ニッケルでワークピースに埋め込まれています。ダイヤモンドの一部が基板に埋め込まれ、もう1つの部分は表面に露出して、しっかりと耐摩耗性の作業層を形成します。
電気めっきダイヤモンドの目的は、金属ワークピースの表面に密なダイヤモンド粒子を埋め込むことにより、切断と研削能力を向上させることです。電気めっきダイヤモンド技術によって製造されたさまざまな研削工具は、機械、ガラス、建築材料、その他の産業で広く使用されています。

ダイヤモンドの形成は特別な環境で形成する必要があるため、ダイヤモンドの生産は比較的濃縮されており、出力は比較的少ないです。ナチュラルダイヤモンドは需要を満たすことができないため、電気めっきダイヤモンドは合成ダイヤモンド粒子で作られています。
粉砕の開発履歴
人間には、さまざまな研削ツールを使用してオブジェクトを処理する長い歴史があります。古代では、古代の人々は、鋭い石、動物の骨、スティック、その他のツールを使用して食物を狩り、切断しました。
元王朝には、中国には天然のゴムを使用して、磨きのためにシェープスキンに粉を接着するツールがあったことが記録されています。これは、最も初期の記録された象眼細胞研磨ツールです。
青銅などのさまざまな金属が発見されて以来、人間は、これらの金属をさまざまなツールに加工し、さまざまな研削プロセスに広く適用するために、より硬くてプラスチックの特性を使用し始めています。それ以来、人間は金属研削を使用する新しい時代に入りました。
現代では、工業生産の急速な発展に伴い、加工材料の硬度はますます高くなり、通常の金属研削ツールはそのニーズを満たすことができなくなるため、人々は研磨剤としてより高い硬度の材料を探し始めました。

したがって、自然のcorundum、人工炭化物シリコン、人工ダイヤモンドなど、現在広く使用されている硬度が高い粉砕材料があります。これらの材料を微細な粒子に粉砕した後、それらは他の金属基板に発射または埋め込まれて、粉砕処理を実行するために特定の形状の研削工具を形成します。
電気めっきダイヤモンドの特性
電気めっきダイヤモンドで作られた製品は、ワークピースとダイヤモンドコーティングの2つの部分で構成されています。したがって、この電気めっきダイヤモンド堆積プロセスは、不規則な構造、小さくて薄いサイズ、高精度を持つさまざまな研削工具を生成できます。
電気めっきダイヤモンドは通常、ダイヤモンド粒子と基質の間の結合としてニッケルを使用します。ワークピースにダイヤモンドの1/2または2/3がしっかりと埋め込まれ、コーティングは非常に困難になります。これにより、メッキダイヤモンドが非常に耐摩耗性が高まり、ダイヤモンドは簡単に落ちません。
ダイヤモンドの硬度は非常に高く、ダイヤモンド粒子の鋭さは長時間維持できるため、電気めっきダイヤモンドで作られたさまざまな研削工具の作業効率も著しく高く耐摩耗性が高くなります。

電気めっきダイヤモンドの製造プロセスでは、電化後の低温堆積のプロセスが採用されるため、ダイヤモンドに高温や高圧をもたらすことはなく、ダイヤモンド自体に影響を与えません。
電気めっきダイヤモンドプロセスフロー
ダイヤモンド原料
電気めっきダイヤモンドツールの必要な精度に従って、対応するダイヤモンドメッシュの数を選択すると、合成ダイヤモンドは顕微鏡下でダイヤモンド角を持つ多面体を示し、黄緑色の色を示します。
電気めっきダイヤモンドの品質を確保するために、プロの磁気分離器も使用され、ダイヤモンド粒子からさまざまな不純物を抽出して、ダイヤモンドの純度を確保します。
脱脂
産業用アルカリを使用して油を除去し、苛性ソーダを水に入れ、30分間沸騰させ、蒸留水で2〜3回洗浄して、ダイヤモンド表面の油汚れを除去します。
電気めっきダイヤモンドワークも脱脂する必要があります。通常、ワークピースは苛性ソーダで超音波クリーナーに入れられ、水を加熱して苛性ソーダを溶かし、超音波洗浄を30分間実行します。
事前測定
ダイヤモンドと基質をしっかりと組み合わせるためには、ダイヤモンドを電気めっきする前に、ワークピースの表面に電気めっきコーティングを包む必要があります。
電解質は50℃に加熱され、ワークはエネルギー化されたメッキ浴に入れられます。金属ニッケルとメッキ溶液の反応の後、ニッケルイオンはワークの表面に堆積し、薄いメッキ層を形成します。

電気めっき
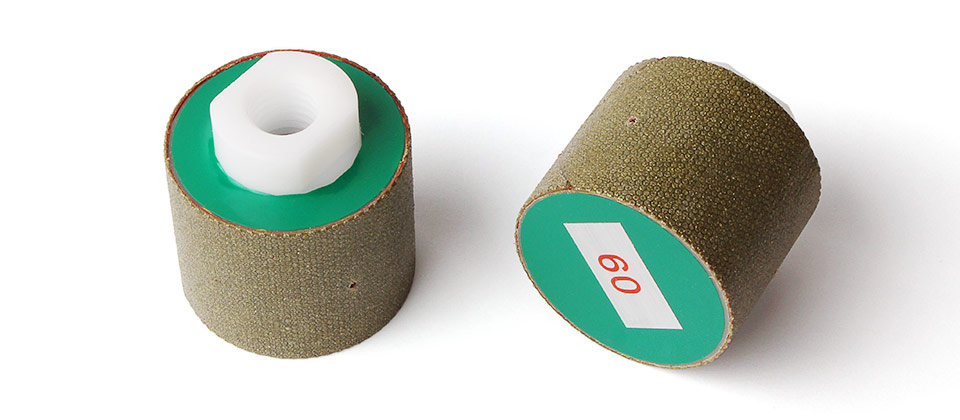
ワークピースの電気めっき層にダイヤモンド穀物を埋め込むには、通常、砂の埋め込み方法と砂滴法の2つの方法があります。砂滴法は、一度に1つの表面で砂を仕上げることができるため、片面電気めっきダイヤモンド製品により適しています。砂の埋め込み方法は、ダイヤモンドの砂に電気めっきダイヤモンドを必要とする製品を埋め込むことであるため、円筒形または不規則な製品により適しています。
ただし、それらの原則は同じです。電気めっき溶液とワークピースが電化された後、ダイヤモンド粒子は事前にメッキされたワークピースに積み重ねられます。電界の作用の下で、ニッケルはニッケル原子を分解して放出し、ダイヤモンド粒子でワークピースに堆積します。表面のダイヤモンドは徐々に包まれてダイヤモンドコーティングを形成します。
洗って乾燥します
電気めっき後、ダイヤモンドグリットの間にエレクトロイス酸液とダイヤモンドグリットが残っているため、製品をきれいな水で洗ってください。最後に、製品の表面上の水は熱気によって蒸発することができ、電気めっきダイヤモンド製品が完成します。
投稿時間:2月-03-2023