نعلم جميعًا أن الرصاص قلم رصاص ناعم للغاية وسهل كسره. هناك مادة مصنوعة أيضًا من الكربون كقائد قلم رصاص ، لكنها أصعب مادة في العالم ، وهي ماس.
بسبب صلابة وندرة الماس ، اعتبرهم الناس الأحجار الكريمة الثمينة منذ العصور القديمة ، ويطلق على الماس بعد القطع والتلميع الماس ، وهو أحد أغلى الأحجار الكريمة في العالم.

صلابة الماس مرتفعة جدا. يمكن أن ترسم آثار على جميع الكائنات تقريبا. الماس حاد وليس من السهل تسخينه. لذلك يتم استخدامه أيضًا في إنتاج العمليات ، مثل تضمين الماس على ركائز الأدوات المختلفة لصنع بعض أدوات الطحن والقطع. عملية التصنيع هذه هي الماس بالكهرباء.
الماس بالكهرباء
يعتمد الماس الكهربائي على مبدأ الطلاء الكهربائي. يتم تضمين الرمال الماسية على قطعة العمل مع النيكل. سيتم تضمين جزء واحد من الماس على الركيزة ، وسيتم كشف الجزء الآخر على السطح لتشكيل طبقة عمل مقاومة للارتداء.
الغرض من الماس الكهربائي هو زيادة قدرة القطع والطحن عن طريق تضمين جزيئات الماس الكثيفة على سطح قطعة العمل المعدنية. تستخدم أدوات الطحن المختلفة التي تصنعها تقنية الماس بالكهرباء على نطاق واسع في الآلات والزجاج ومواد البناء وغيرها من الصناعات.

يجب تشكيل تشكيل الماس في بيئة خاصة ، وبالتالي فإن إنتاج الماس مركّز نسبيًا ويكون الناتج صغيرًا نسبيًا. لا يمكن للماس الطبيعي تلبية الطلب ، وبالتالي فإن الماس بالكهرباء مصنوع من جزيئات الماس الاصطناعية.
تاريخ تطوير الطحن
البشر لديهم تاريخ طويل من استخدام أدوات الطحن المختلفة لمعالجة الكائنات. في العصور القديمة ، استخدم الأشخاص القدامى الحجارة الحادة ، وعظام الحيوانات ، والعصي وغيرها من الأدوات للبحث عن الطعام وقطعه ، وهو أيضًا أداة الطحن الأولى.
من المسجل أنه في عهد أسرة يوان ، كانت هناك أداة في الصين تستخدم مطاطًا طبيعيًا لمسحوق غلاف الغراء على جلد الغنم للتلميع. هذه هي أول أداة كاشطة مسجلة مسجلة.
نظرًا لأن اكتشاف العديد من المعادن مثل البرونز ، فقد بدأ البشر في استخدام خصائصهم الصعبة والبلاستيكية لمعالجة هذه المعادن في أدوات مختلفة وتطبيقها على نطاق واسع في عمليات الطحن المختلفة. منذ ذلك الحين ، دخل البشر حقبة جديدة من استخدام طحن المعادن.
في الأوقات الحديثة ، مع التطور السريع للإنتاج الصناعي ، فإن صلابة المواد المصنعة تزداد ارتفاعًا وأعلى ، ولم تعد أدوات الطحن المعدنية العادية تلبي احتياجاتها ، لذلك بدأ الناس يبحثون عن مواد ذات صلابة أعلى كخوض.

لذلك هناك مواد طحن مثل corundum الطبيعية ، كربيد السيليكون الاصطناعي والماس الاصطناعي مع صلابة أعلى تستخدم على نطاق واسع الآن. بعد طحن هذه المواد في جزيئات دقيقة ، يتم إطلاقها أو تضمينها على ركائز معدنية أخرى لتشكيل شكل معين من أدوات الطحن ، وذلك لإنجاز معالجة الطحن.
خصائص الماس بالكهرباء
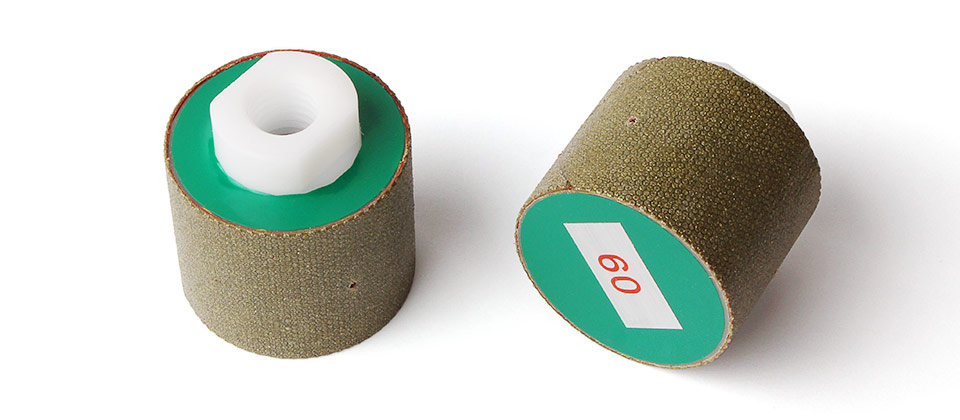
تتكون المنتجات المصنوعة من الماس بالكهرباء من جزأين: قطعة العمل والطلاء الماس. لذلك ، يمكن أن تنتج عملية ترسب الماس بالكهرباء هذه أدوات الطحن المختلفة ذات بنية غير منتظمة وحجم صغير ورقيق ودقة عالية.
عادةً ما يستخدم الماس الكهربائي النيكل كروابط بين جزيئات الماس والركيزة. سيتم تضمينه بحزم 1/2 أو 2/3 من الماس على قطعة العمل ، وسيكون الطلاء صعبًا للغاية. هذا سيجعل الماس المطلي مقاومًا للغاية ، ولن يسقط الماس بسهولة.
نظرًا لأن صلابة الماس مرتفعة للغاية ويمكن الحفاظ على حدة جزيئات الماس لفترة طويلة ، فإن كفاءة العمل في أدوات الطحن المختلفة المصنوعة من الماس الكهربائي ستكون أعلى بكثير وأكثر مقاومة للارتداء.

في عملية تصنيع الماس بالكهرباء ، فإن عملية ترسب درجات الحرارة المنخفضة بعد اعتماد كهربة ، لذلك لن تنتج درجة حرارة عالية وضغط عالي على الماس ، ولن يكون لها أي تأثير على الماس نفسه ، مما يضمن أيضًا أن تكون جودة الماس غير مخصصة ، وتكون أكثر مواكبة لتحسين جودة التناء.
تدفق عملية الماس الكهربائي
المواد الخام الماس
حدد العدد المقابل لشبكة الماس وفقًا للدقة المطلوبة لأداة الماس بالكهرباء ، وسوف يظهر الماس الاصطناعي عبارة عن polyhedron بزاوية الماس أسفل المجهر ، ويظهر لونًا أصفر أخضر.
من أجل ضمان جودة الماس بالكهرباء ، سيتم أيضًا استخدام فاصل مغناطيسي احترافي لاستخراج شوائب مختلفة من جزيئات الماس لضمان نقاء الماس.
إزالة الشحوم
استخدم القلويات الصناعية لإزالة الزيت ، ووضع الصودا الكاوية في الماء وغليها لمدة 30 دقيقة ، ثم اغسلها بالماء المقطر لمدة 2-3 مرات لإزالة وصمة عار على سطح الماس.
يجب أن تكون قطعة عمل الماس بالكهرباء مثبتة أيضًا. عادةً ما يتم وضع قطعة العمل في المنظف بالموجات فوق الصوتية مع الصودا الكاوية ، ويتم تسخين الماء لإذابة الصودا الكاوية ، ثم يتم تنظيف الموجات فوق الصوتية لمدة 30 دقيقة.
قبل الطلاء
من أجل جعل الماس والركيزة يمكن دمجها بحزم ، من الضروري لف الطلاء الكهربائي على سطح قطعة العمل قبل الطلاء الكهربائي للماس.
يتم تسخين المنحل بالكهرباء إلى 50 ℃ ، ويتم وضع قطعة العمل في حمام الطلاء النشط. بعد تفاعل النيكل المعدني وحل الطلاء ، سيودع أيون النيكل على سطح قطعة العمل ، مما يشكل طبقة طلاء رقيقة.

المناطق الكهربائية
لتضمين حبيبات الماس على الطبقة الكهربائية من الشغل ، عادة ما تكون هناك طريقتان: طريقة تضمين الرمال وطريقة إسقاط الرمال. لا يمكن أن تنهي طريقة إسقاط الرمال الرمال إلا على سطح واحد في وقت واحد ، لذلك فهي أكثر ملاءمة لمنتجات الماس الكهربي المفردة ؛ تتمثل طريقة تضمين الرمال في تضمين المنتجات التي تتطلب الماس الكهربائي في الرمال الماسية ، لذلك فهي أكثر ملاءمة للمنتجات الأسطوانية أو غير المنتظمة.
ومع ذلك ، مبادئهم هي نفسها. بعد أن يتم تكديس محلول الطلاء الكهربائي وشغل العمل ، سيتم تكديس جزيئات الماس على قطعة العمل المغطاة مسبقًا. تحت عمل الحقل الكهربائي ، سيتحلل النيكل ويطلق ذرات النيكل ، والتي سيتم إيداعها على قطعة العمل مع جزيئات الماس. سيتم لف الماس على السطح تدريجياً لتشكيل طلاء الماس.
اغسل وجاف
بعد الطلاء الكهربائي ، اغسل المنتج بالماء النظيف ، لأنه سيكون هناك بعض الحبيبات السائلة والكهربائية الماسية بين حبيبة الماس ؛ أخيرًا ، يمكن تبخير الماء على سطح المنتج بالهواء الساخن ، ويتم الانتهاء من منتج الماس بالكهرباء.
وقت النشر: فبراير -03-2023